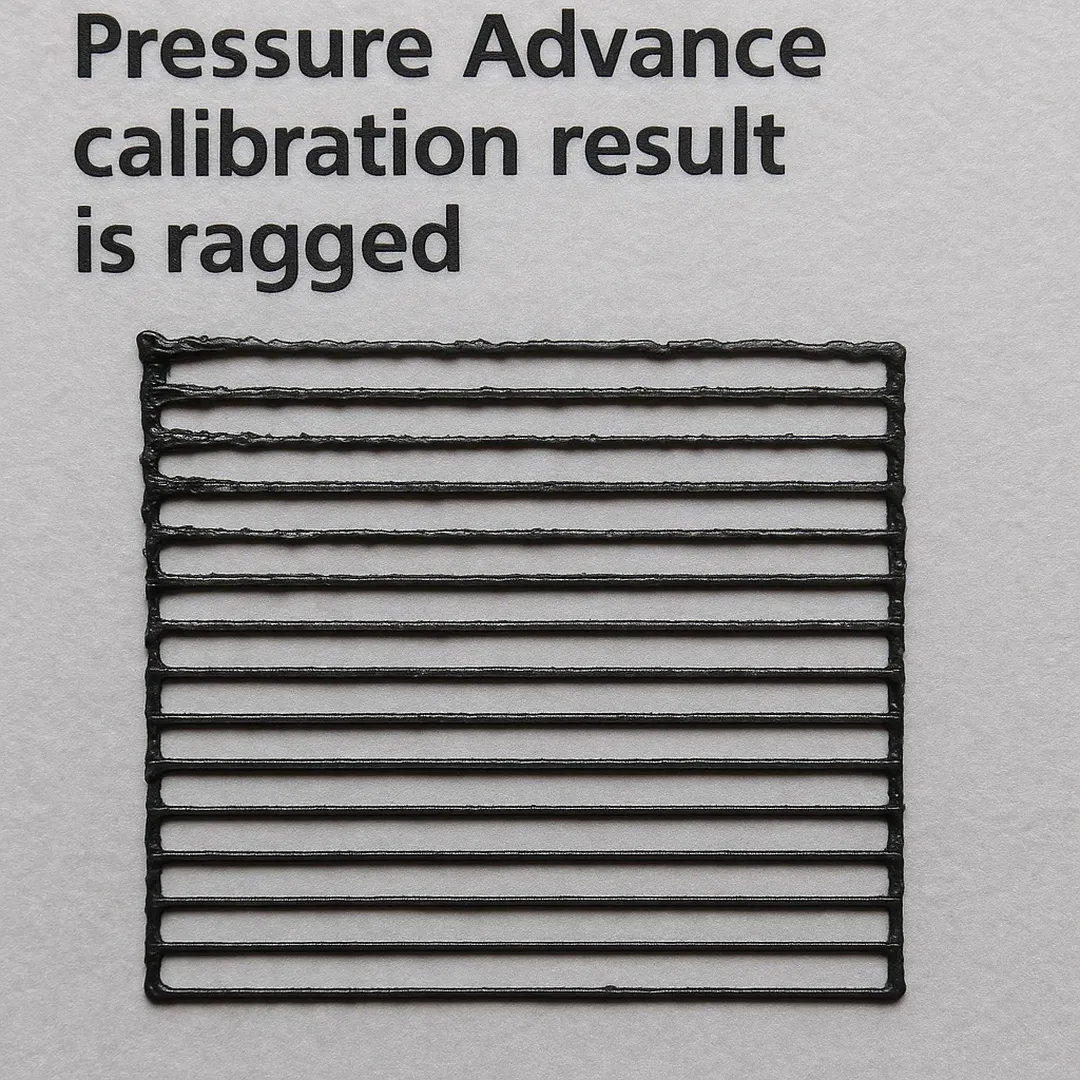
Почему калибровка Pressure Advance в 3D-принтере получается рваной
Калибровка Pressure Advance — важный этап настройки любого 3D-принтера с прямым или боуден-экструдером. Эта настройка помогает компенсировать инерцию поступления и остановки филамента, минимизируя нитки, наплывы и ухудшение качества на углах. Однако многие сталкиваются с типичной проблемой: при тестовой печати линии получаются рваными, неоднородными, а результат калибровки сложно объективно оценить. Разберём, почему это происходит и как это исправить.
Основные причины рваных линий при калибровке Pressure Advance
1. Слишком высокая скорость печати тестового шаблона
Обычно для калибровки печатают длинные прямые линии с резкой сменой скорости. Если скорость слишком высока, экструдер попросту не успевает корректно реагировать на изменения команд, появляется недоэкструзия или переэкструзия на переходах, и линии получаются рваными.
Что делать:
Сбавьте скорость тестовой печати (до 30-40 мм/с) для более плавного отклика экструзии.
2. Некорректная температура экструдера
Слишком низкая температура затрудняет плавное прохождение пластика, что приводит к пульсациям давления.
Слишком высокая температура вызывает вытягивание и “сопливость” филамента.
Что делать:
Используйте рекомендованные температуры для вашего пластика и убедитесь, что хотенд стабилен.
3. Механические и электрические проблемы с экструдером
- Неравномерное движение шагового двигателя экструдера (slipping)
- Грязь или износ в механизме подачи
- Проскальзывание шестерни/шестерён на филаменте
- Неправильное натяжение пружины подавателя
Все эти факторы приводят к перерывистому поступлению пластика и появлению рваных участков при калибровке.
Что делать:
Проверьте экструдер на предмет износа, правильно затяните все винты, очистите механизм, убедитесь, что филамент свободно проходит через хотенд.
4. Низкое качество филамента
Если пластик неравномерного диаметра, содержит вкрапления или пузыри, подача будет нестабильной, а калибровочный шаблон получится рваным.
Что делать:
Используйте только качественный, проверенный PLA/ABS/PETG или другой пластик.
5. Ошибки самих G-кодов
В некоторых случаях неправильно сгенерированный тестовый G-код имеет резкие jump'ы в скорости, неправильные параметры экструзии или иные ошибки.
Что делать:
Пользуйтесь проверенными генераторами калибровочных моделей и не меняйте параметры необоснованно.
Итого: Как добиться гладкой калибровки Pressure Advance
1. Убедитесь в исправности механики и электроники экструдера.
2. Используйте стабильные рекомендованные параметры температуры и скорости.
3. Проводите тесты с качественным филаментом.
4. Подбирайте правильный шаблон для калибровки.
5. Не стесняйтесь повторить тест несколько раз и подстраивать параметры под вашу реальную сборку.
Теперь вы знаете, почему калибровка Pressure Advance может быть рваной и как этого избежать! Грамотная настройка Pressure Advance обеспечит качественные углы, гладкие внешние поверхности и аккуратные детали при 3D-печати.
Очень полезный гайд по 3d печати мы давно разработали и он помог сотням читателей нашего блога вывести качество печати на новый уровень.