Калибровка экструдера
Совместимость
Методы настройки на этой странице совместимы с прошивками Klipper и Marlin. Так же не имеет большого значения какая модель экструдера установлена на вашей модели принтера, все настройки совместимы.
Калибровка экструдера должна сделать так, чтобы прогарммно выдавленные 100мм пластика точно ровнялись 100мм физически выдавленного пластика. Настройка потока 3d принтера - это совсем другая настройка и делается для каждого филамента отдельно!
Откалиброванный экструдер будет гарантированно точно использовать установку потока, одинаково с другими калиброванными экструдерами. На любом принтере, разумеется.
Метод калибровки экструдера
Есть два метода - холодый и горячий. Холодный метод подхоодит для боуден экструдеров, горячий совместим с директами. Хотя никто не мешает использовать горячий метод на боуден - выбор остается за вами. Однако, стоит оговориться, что холодный метод гарантирует обход частично засоренного сопла, что может значительно влиять на результаты. Но мы договаривались почистить сопло пержде, чем приступить к настройке.
Подготовка
На боуден экструдере будет достаточно снять трубку и можно приступать к калибровке холодным способом. Директ экструдер следует сначала прогреть до температуры установленного в принтер пластика.
Шаги настройки
1 Подготовка прошивки
Для прошивки klipper:
- Откройте файл printer.cfg и перейдите к разделу
[extruder]; - Установите значение
max_extrude_only_distanceравное 101 или выше; - Если это холодный метод, установите значение
min_extrude_tempравное 0; - Сохранить и перезагрузить.
Для marlin ничего делать не нужно
2 Прогреть сопло
Прогреть хотенд до температуры экструзии пластика (при холодном методе можно пропустить)
3 Выдавить немного пластика
Надовите небольшое кол-во пластика, чтобы убедиться, что экструдер работает. Это нужно делать не руками, а программно! В меню принтера или через команды G-кодов:
M83; Относительный экструдерG1 E1 F60 ; Выдавить 1мм на скорости 1мм/сек (60мм/мин)
4 Отмерьте 120мм филамента
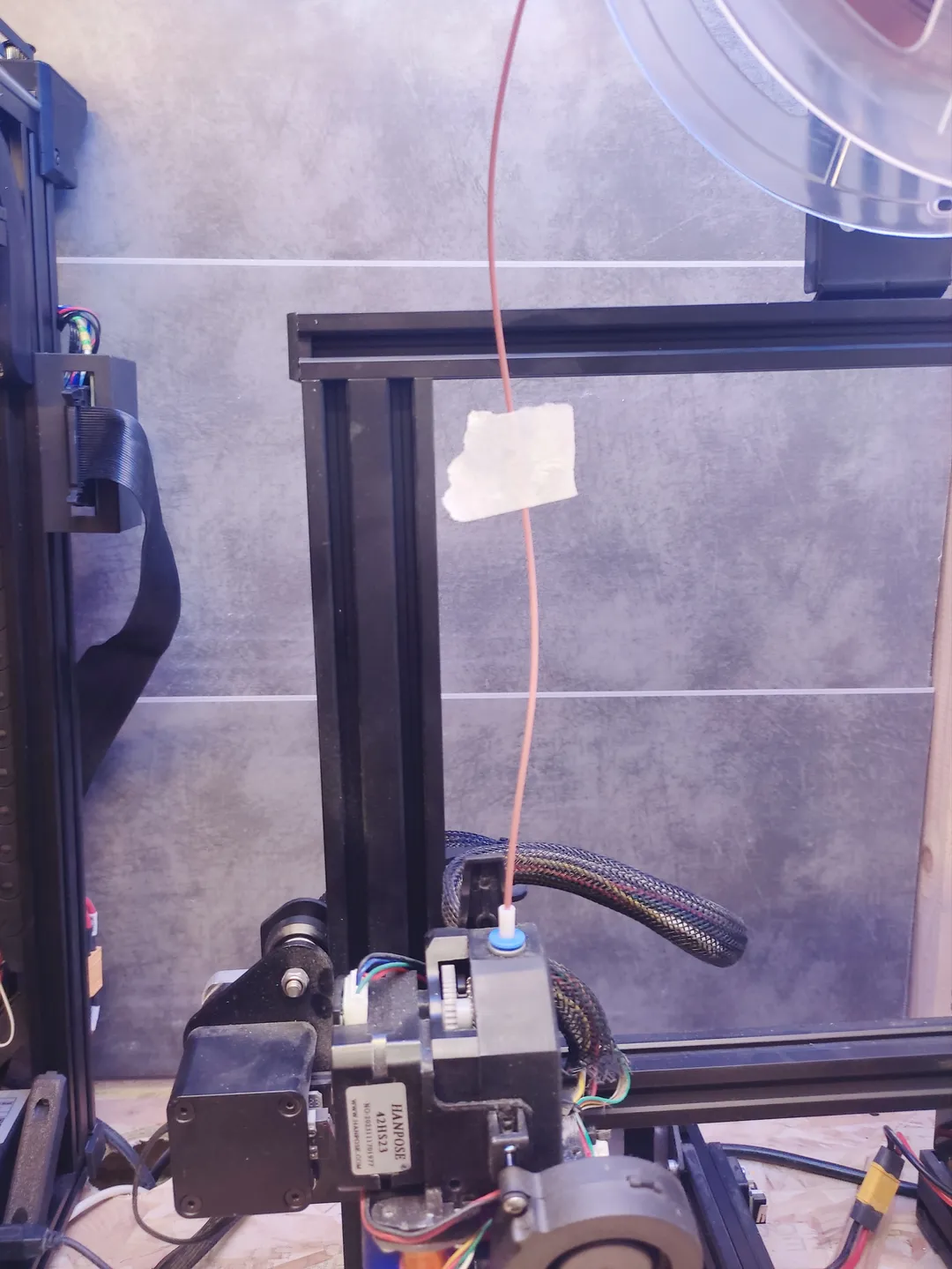
Возьмите кусочек скотча и наклейте его на линейку, на отметке 120мм. Можно использовать маркер, но скотчем намного точнее. Если линейка начинается не с нуля, ничего страшного - это не влияет на измерения. Подойдет любая линейка, даже гибкая рулетка.
Нанесите отметку на филамент, размещая линейку и нить филамента максимально близко друг к другу.


6 Выдавить 100мм филамента со скоростью 1мм/сек.
Если горячий способ, следите чтобы пластик выдавливался ровно вниз и шестерни экструдера не проскальзывали, а шаговый двигатель не пропускает шаги.
Выдавить через меню принтера или командами G-кода:
M83; Относительный экструдерG1 E100 F60 ; Выдавить 100мм на скорости 1мм/сек (60мм/мин)
7 Замер фактического выдавливания
Произведите замер остатка филамента и вычтите его из 120. Это и будет ваше фактическое выдавливание.

Пример:
- У меня остаток 25мм;
- 120-25=95. 95мм это фактическое выдавливание экструдера.
8 Рассчет нового rotation_distance
Для Klipper:
- В разделе
[extruder]файлаprinter.cfgнайдите текущее значениеrotation_distance; - Рассчитайте новое значение по формуле
текущее значение * (фактическое выдавливание / 100) = новое значение - Временно установите новое значение командой
SET_EXTRUDER_ROTATION_DISTANCE EXTRUDER=extruder DISTANCE=новое значение
Для Marlin:
- Запустите
M503Среди вывода найдите строку M92 и запишите значение E; - Рассчитайте новое значение e-steps по формуле
текущее значение * (100 / фактическое выдавливание) = новое значение - Временно установите новое значение e-steps командой
M92 Eновое значение
9 Повторите замеры (шаги с 4 по 8)
При активном новом значении повторите замер фактического выдавливания. Как правило требуется несколько раз для получения точного фактического выдавливания 100мм.
Как только найдется значение, дающее ровно 100мм фактического выдавливания, сохраните его:
В Klipper:
- В разделе
[extruder]файлаprinter.cfgнайдитеrotation_distance; - Если настройка экструдера проводилась холодным способом, верните старое значение
min_extrude_temp; - Сохраните и перезагрузите клиппер.
В Marlin:
- Настройте новые значения e-steps командой
M92 - Запустите команду
M500чтобы сохранить значения в EEPROM.
Настройку можно завершить, если при каждом выдавливании 100мм филамента в экструдер заходит ровно 100мм филамента. Если вы получаете разные значения в течение нескольких итераций, проверьте нет ли люфтов в экструдере, не открутился ли термобарьер или может двигатель пропускает шаги. Погрешность измерений должна быть не более 0.5мм, но чем меньше, тем лучше.