Настройка pressure advance методом линий (быстрейший)
Настройка pressure advance методом линий - самый эффективный с точки зрения результата и временных затрат. Этот метод наиболее предпочтительный при регулярных настройках 3д принтера, рекомендован для калибровки при смене пластика. В среднем, время на печать паттерна сводится к 5 минутам, при этом минимализированы затраты пластика, что не маловажно для студий 3d печати. Полезно будет почитать о принципах pressure advance, если еще нет. Это поможет сформировать понимание природы возникновения дефектов печати, причина которых неправильная настройка pressure advance.
Важно
Перед настройкой pressure advance необходимо откалибровать экструдер и сделать настройку первого слоя. Без выполнения этих пунктов продолжать не имеет смысла!
Программа для калибровки pressure advance
Если вы по каким-то причинам еще не используете orca slicer, рекомендуем начать это делать сразу, после прочтения информации о методе калибровки линиями.
Для калибровки pressure advance методом линий, вам потребуется gcode файл, который нужно распечатать на принтере. Файл сформирован для PLA пластика и подойдет в большинстве случаев для любого принтера.
Когда следует калибровать pressure advance?
Калибровка pressure advance рекомендуется для каждого из пластиков с различной твердостью / текучестью. Например, если вы используете твердый ABS и меняете его на мягкий PLA silk, калибровать pressure advance необходимо. Настройкой pressure advance можно пренебречь, если вы печатаете пластиком одного типа от одного производителя и текучесть пластика предположительно не меняется.
Этапы калибровки pressure advance:
- Печать тестового gcode;
- Оценка результата;
- Внесение изменений в настройки прошивки.
Распечатайте файл с gcod-ом, скачав его по ссылке выше. Файл подойдет для большинства pla пластиков. При печати необходимо установить температуру хотэнда соответствующую вашим предпочтениям.
Оценка результатов
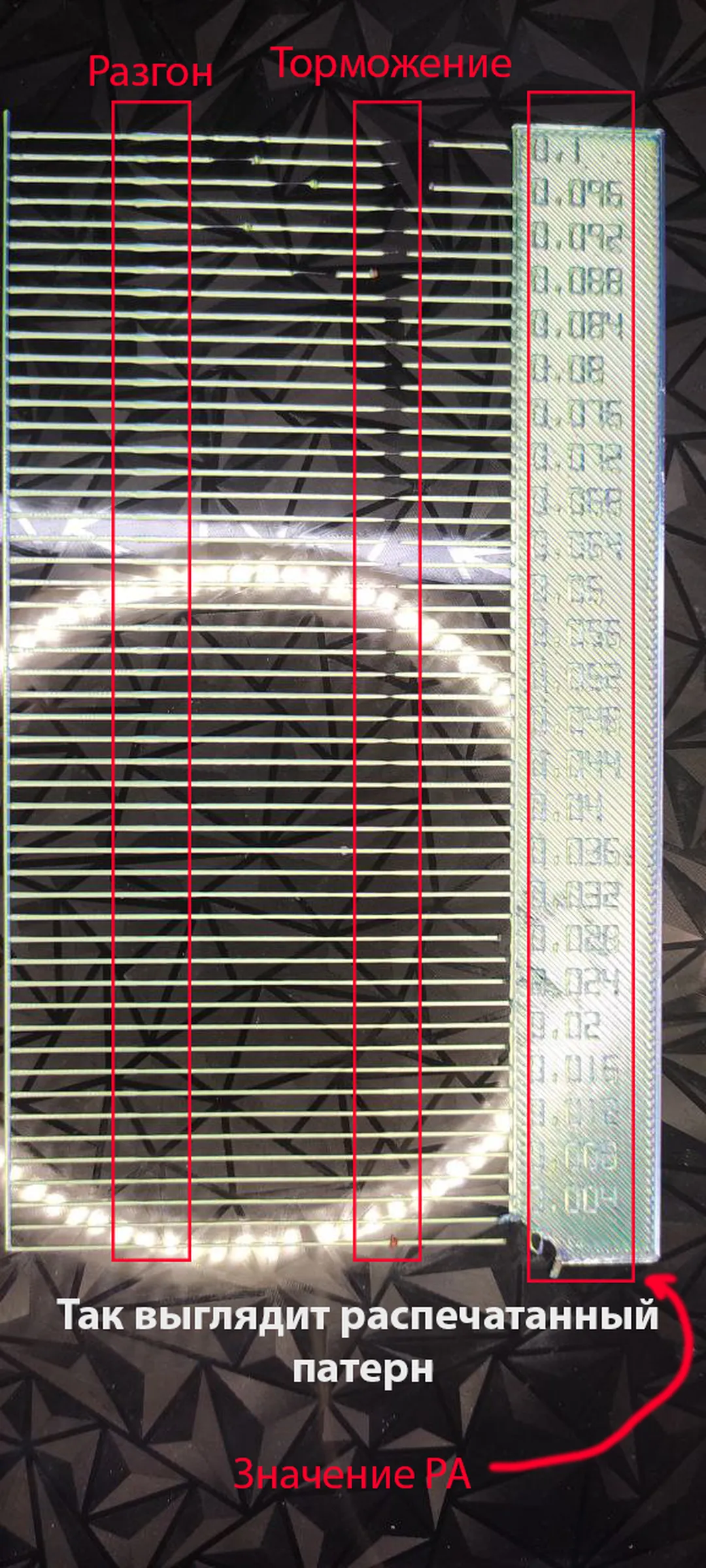
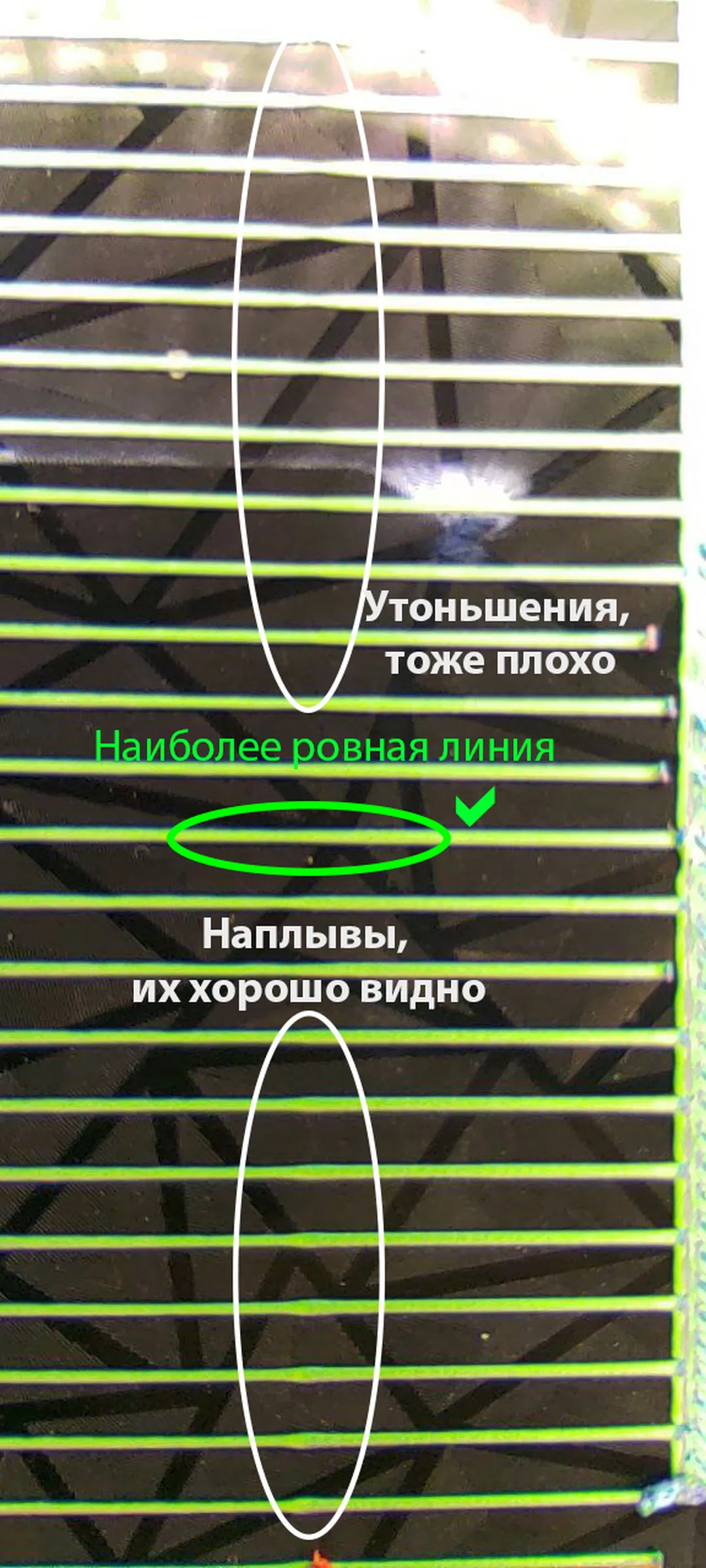
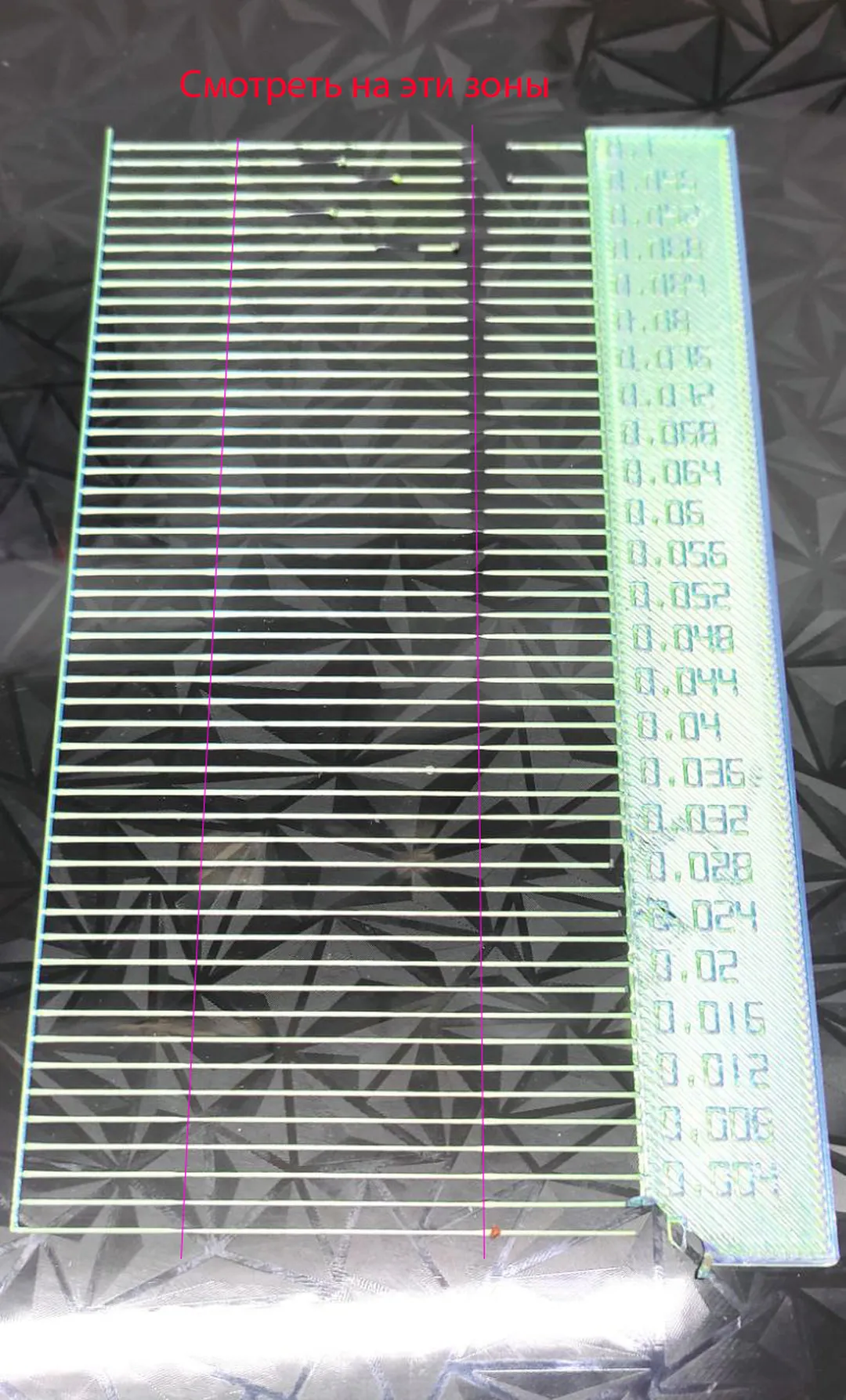
Ниже, на фотографиях наглядно показано куда смотреть, чтобы выбрать наиболее равномерную линию. Задача очень простая - выбрать наиболее равномерную линию без изменения ширины в зоне разгона и торможения. Значение PA напротив самой равномерной линии и нужно использовать непосредственно с этим пластиком.
После того, как наиболее равномерная линия найдена, измените значение pressure advance в настройках пластика, в своей программе слайсере. В случае, если это OrcaSliser изменить настройки pressure advance можно как на скриншоте:
